The Status-tab gives a visual overview on the actual line speed, actual pump flow and average bolt power as a percentage with respect to its maximum (typically 100-200 Watts). For optimal production and compensation headroom these values should always be mid-range. Note that automatic feedback can be toggled on and off by means of the master switch in the top right of the tab. The main menu of Connectivity 3.0 clearly displays the status of the feedback controller in a simple control light in Connectivity’s main toolbar. Green means on, red means off.
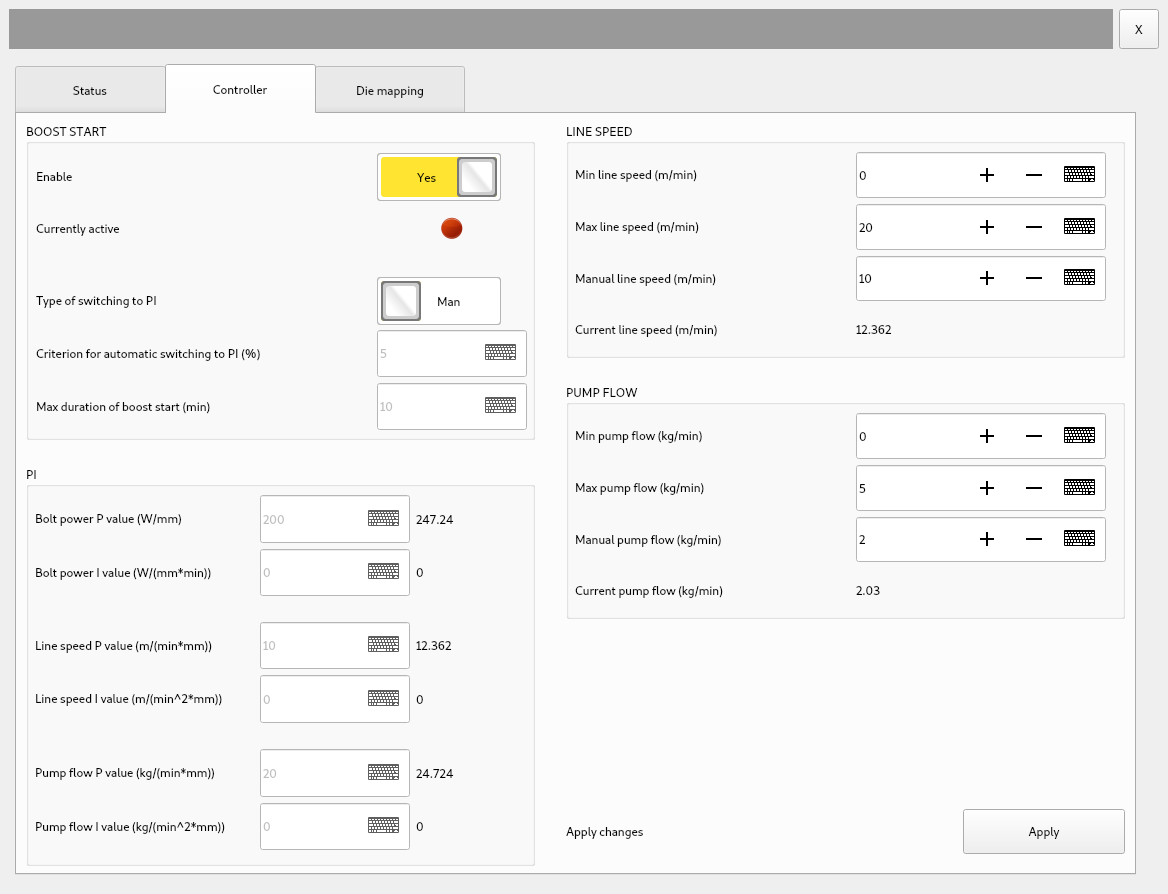
The system works with three control loops, which can each be switched on an off by an associated switch button: line speed controller, pump flow controller and bolt power controller. The first two control loops cannot be switched on simultaneously. The module controls the average profile by either intervening with the line speed or alternatively the pump flow. Controlling through the latter has the advantage that production turnovers are constant over time. The two mechanisms thus work in an exclusive fashion, meaning, when the module intervenes with the line speed setting, the pump flow will be set to a default value. Alternatively, when the module intervenes with the pump flow, the line speed will be based on a default value. The two switches next to the line speed and pump flow values therefore only work exclusively. Hammer-IMS can disable one of these permanently in case the customer only prefers to use one of the aforementioned mechanisms in all cases.
The bar chart gives a quick overview on the power of each individual bolt. Powers should be all mid-range in a normal working condition. Local highs and lows can represent defective bolts, defective heaters or die contaminations, so it is good to regularly keep an eye on this chart. Grey-marked bars on the sides (here 4 in total) represent trimmed bolts in case a narrow sheet is produced in a wider die. Output power of trimmed bolts will always be zero. Alternatively, trimming bolts can be valuable in case the customer does not want the material edges to be controlled by the automated feedback.