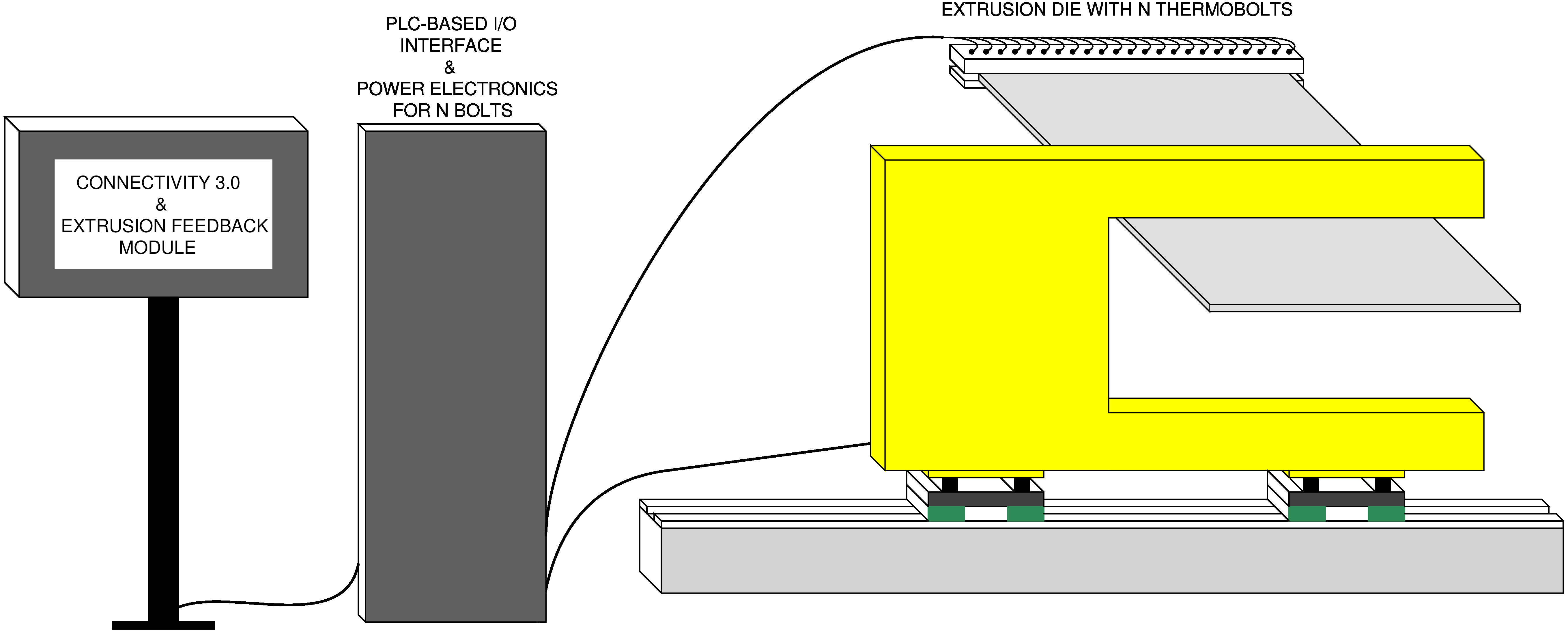
L'onglet Status offre un aperçu visuel de la vitesse actuelle de la ligne, du débit actuel de la pompe et de la puissance moyenne des boulons en pourcentage par rapport à leur maximum (généralement 100-200 Watts). Pour une production optimale et une marge de compensation, ces valeurs doivent toujours être dans la plage médiane. Notez que la rétroaction automatique peut être activée ou désactivée à l'aide de l'interrupteur principal situé en haut à droite de l'onglet. Le menu principal de Connectivity 3.0 affiche clairement l'état du contrôleur de rétroaction dans un simple voyant de contrôle dans la barre d'outils principale de Connectivity. Vert signifie activé, rouge signifie désactivé.
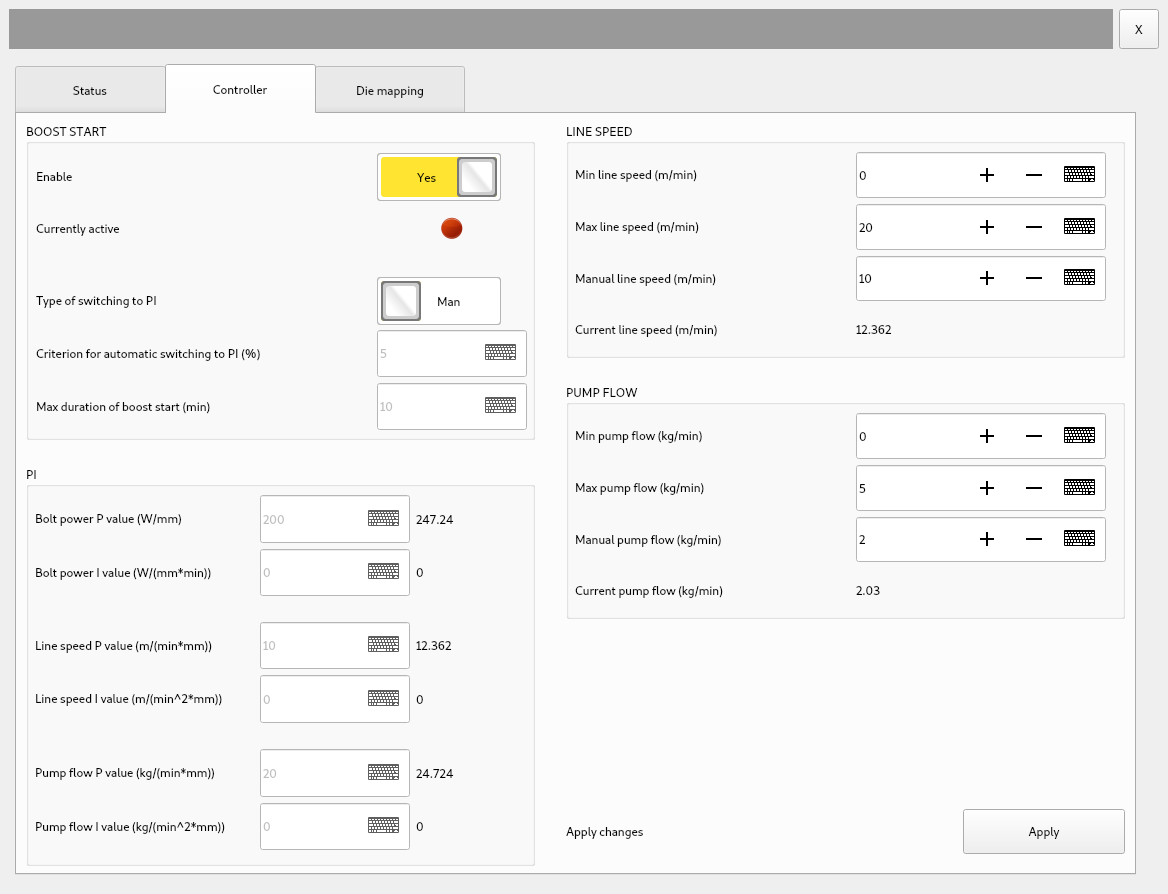
Le système fonctionne avec trois boucles de contrôle, qui peuvent chacune être activées ou désactivées à l'aide d'un bouton d'interrupteur associé : le contrôleur de vitesse de ligne, le contrôleur de débit de la pompe et le contrôleur de puissance des boulons. Les deux premières boucles de contrôle ne peuvent pas être activées simultanément. Le module contrôle le profil moyen soit en intervenant sur la vitesse de la ligne, soit sur le débit de la pompe. L'intervention sur ce dernier présente l'avantage de maintenir des turnovers de production constants au fil du temps. Les deux mécanismes fonctionnent donc de manière exclusive, c'est-à-dire que, lorsque le module intervient sur le réglage de la vitesse de la ligne, le débit de la pompe sera réglé sur une valeur par défaut. Alternativement, lorsque le module intervient sur le débit de la pompe, la vitesse de la ligne sera basée sur une valeur par défaut. Les deux interrupteurs à côté des valeurs de vitesse de ligne et de débit de la pompe ne fonctionnent donc que de manière exclusive. Hammer-IMS peut désactiver l'un de ces mécanismes de manière permanente si le client préfère utiliser l'un des mécanismes susmentionnés dans tous les cas.
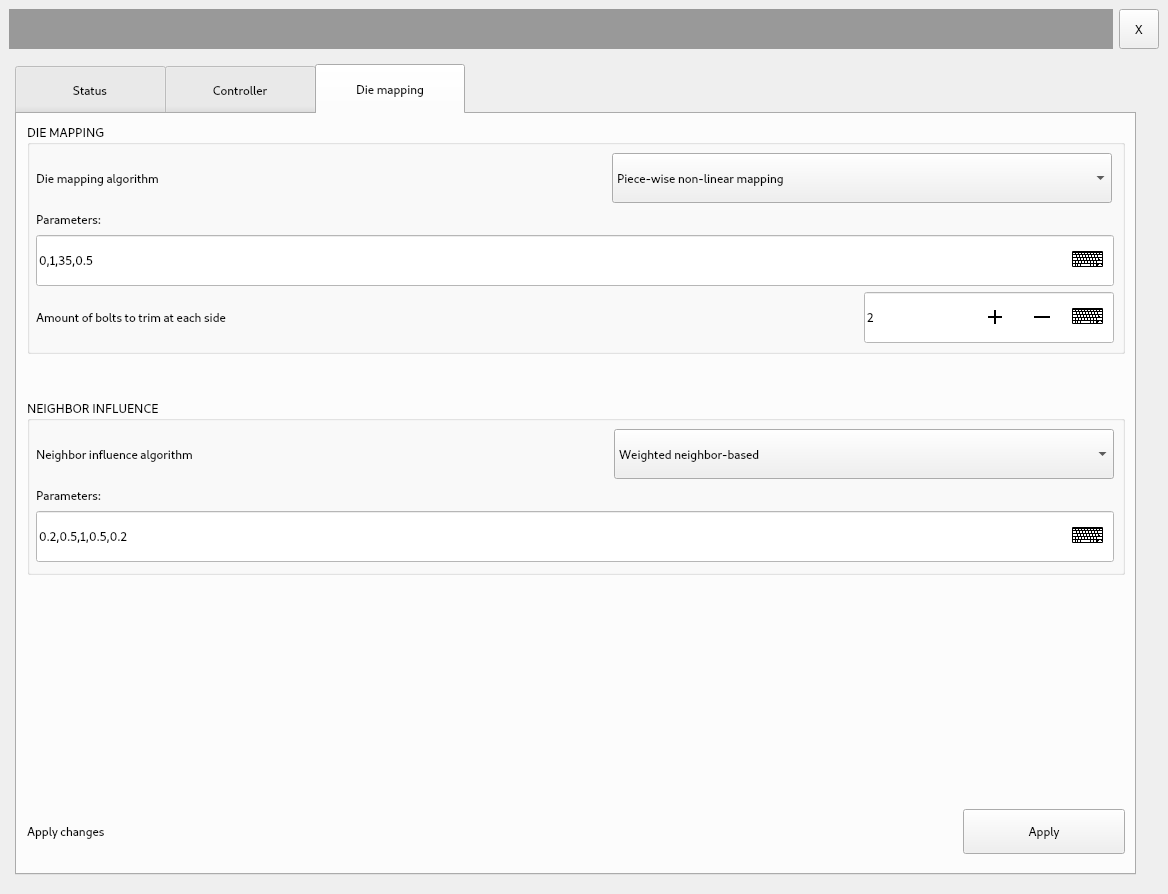
Le graphique en barres donne un aperçu rapide de la puissance de chaque boulon individuel. Les puissances devraient toutes être dans la plage médiane en condition de travail normale. Des pics et des creux locaux peuvent indiquer des boulons défectueux, des chauffages défectueux ou des contaminations de matrice, il est donc conseillé de surveiller régulièrement ce graphique. Les barres marquées en gris sur les côtés (ici 4 au total) représentent des boulons coupés dans le cas où une feuille étroite est produite dans une matrice plus large. La puissance de sortie des boulons coupés sera toujours nulle. Alternativement, couper des boulons peut être utile si le client ne souhaite pas que les bords du matériau soient contrôlés par la rétroaction automatisée.