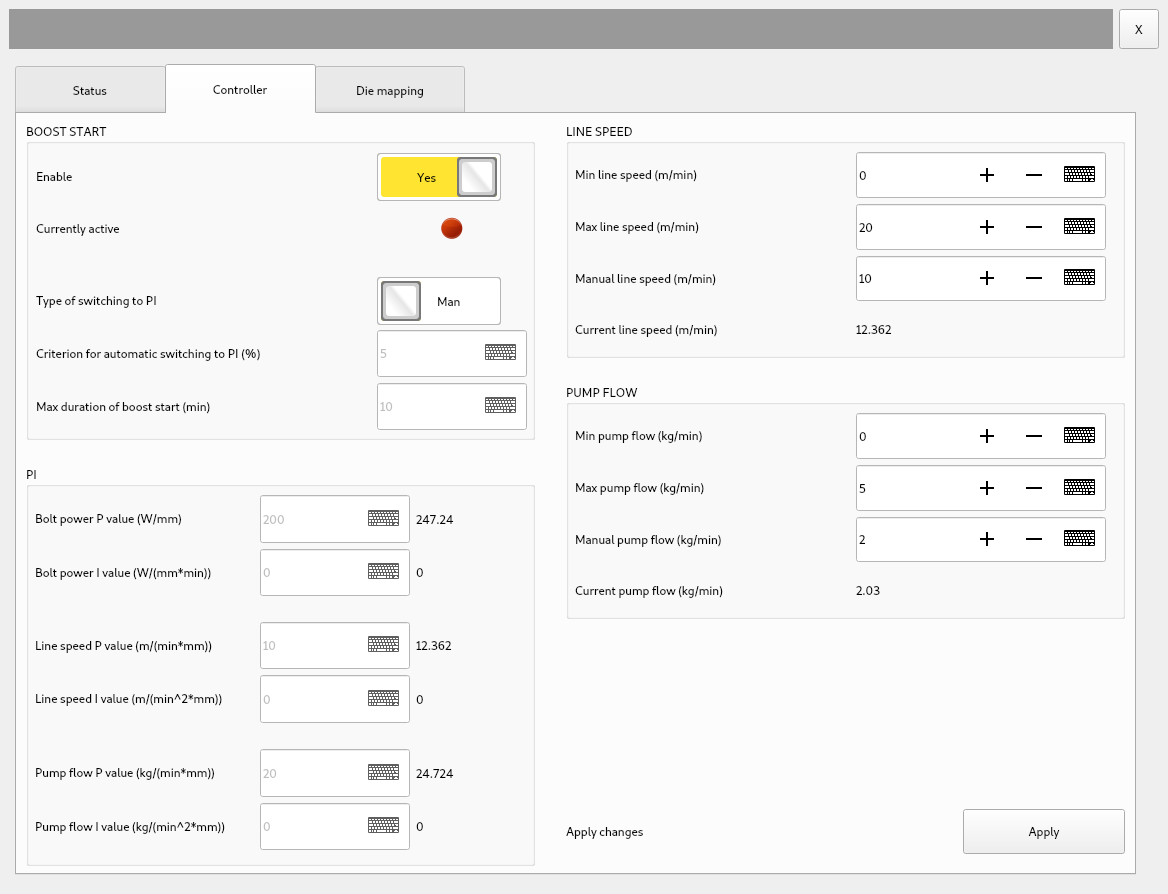
Auf der zweiten Registerkarte werden alle Steuerparameter angezeigt, die für eine vollautomatische Matrize von Interesse sind, sowie zwei wichtige Schalter für den Produktionsstart. Links sehen Sie einen Screenshot. Das Bearbeiten der Parameter ist in der Regel nur durch den internen Steuerungsexperten des Kunden nach Eingabe eines 4-stelligen Passworts möglich. Bediener sollen hier nicht eingreifen. Beachten Sie, dass die Schalter für Bediener weiterhin zugänglich sind. Oben links befindet sich eine Boost-Start-Funktion. Diese Boost-Start-Funktion ermöglicht ein schnelles Absetzen der Maschine zu Beginn einer Produktionscharge. Es handelt sich im Grunde genommen um eine Steuerung mit offenem Regelkreis, die die Rezeptwerte des Standardprodukts auf Pumpenfluss und Leitungsgeschwindigkeit ausgibt, während die Ausgangsleistung jeder Schraube auf 50% eingestellt wird. Die Boost-Start-Funktion kann sich selbst abschalten, wenn das Dickenprofil innerhalb eines akzeptablen Toleranzniveaus liegt. Diese Option ist aktiviert, wenn der Schalter "Art des Umschaltens auf PI" "Auto" anzeigt. Die Toleranzstufe wird über den Eingang “Kriterium für die automatische Umschaltung auf PI (%)“ eingestellt.
Auf der Registerkarte können Sie auch die festen Rückkopplungsparameter der PI-Regler für alle drei installierten Regelkreise bearbeiten: Bolzenleistungsregelung, Liniengeschwindigkeitsregelung und Pumpenflussregelung. Beachten Sie, dass die beiden letzteren nicht gleichzeitig arbeiten können, wie oben bereits erläutert. Diese sogenannten festen Rückkopplungsparameter werden zusammen mit dem Maschinenzustand verwendet, um die tatsächlichen PI-Parameter abzuleiten, die in der Steuerung verantwortlich sind und neben den Eingabefeldern angezeigt werden.
Die Abschnitte „Liniengeschwindigkeit“ und „Pumpenfluss“ geben einen Arbeitsbereich an, in dem die Steuerung bei der Kontrolle des Prozesses „wandern“ darf. Manuelle Liniengeschwindigkeits- und Pumpenflusswerte können angegeben werden. Die aktuellen Werte werden hier zur Vereinfachung der Verwendung wiederholt.
Es wird davon ausgegangen, dass sich die meisten dieser Parameter nicht über die Produktpalette des Kunden unterscheiden. Einige davon können jedoch mit dem Rezept des Produkts verknüpft werden. Dies bedeutet, dass der richtige Wert automatisch festgelegt wird, wenn die Extrusionsausrüstung für Ihr nächstes Produkt vorbereitet wird.